
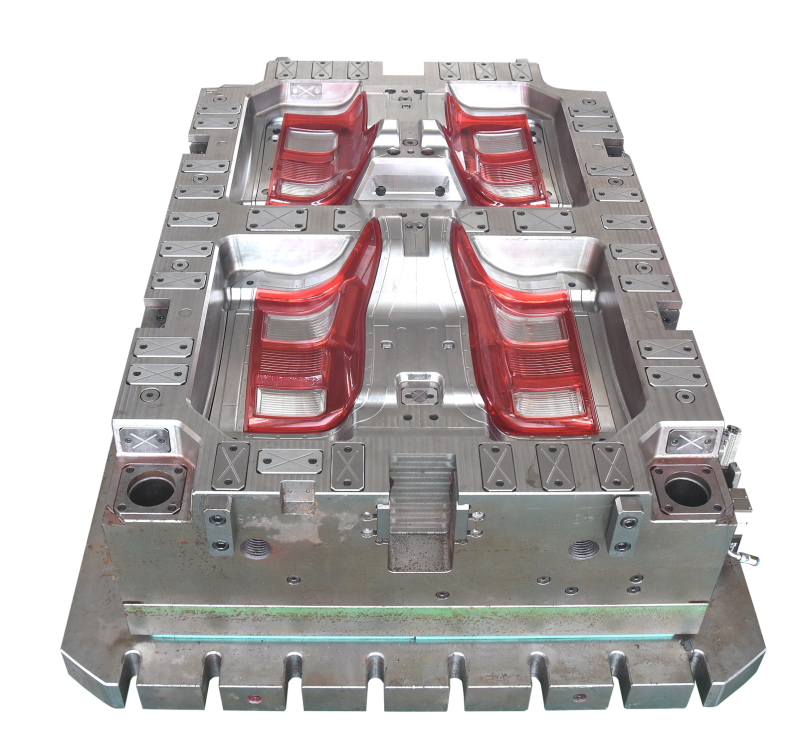
Le marché des pièces de rechange pour camions connaît une transformation radicale vers des solutions d'éclairage personnalisées, les feux arrière bicolores devenant une tendance majeure. Contrairement aux optiques monochromes traditionnelles ou aux assemblages collés, le moulage par injection bicolore fusionne les sections rouges et transparentes en une seule unité homogène. Cette technologie élimine les adhésifs, réduit les défaillances des pièces et permet des géométries complexes.—Ces lentilles sont essentielles pour la conception de camions modernes, exigeant à la fois esthétique et intégrité structurelle. De grands distributeurs comme RealTruck utilisent désormais des configurateurs 3D pour présenter ces lentilles avancées, reflétant l'intérêt croissant des consommateurs pour les systèmes d'éclairage intégrés.
Technologie de base : Comment fonctionne le moulage bicolore
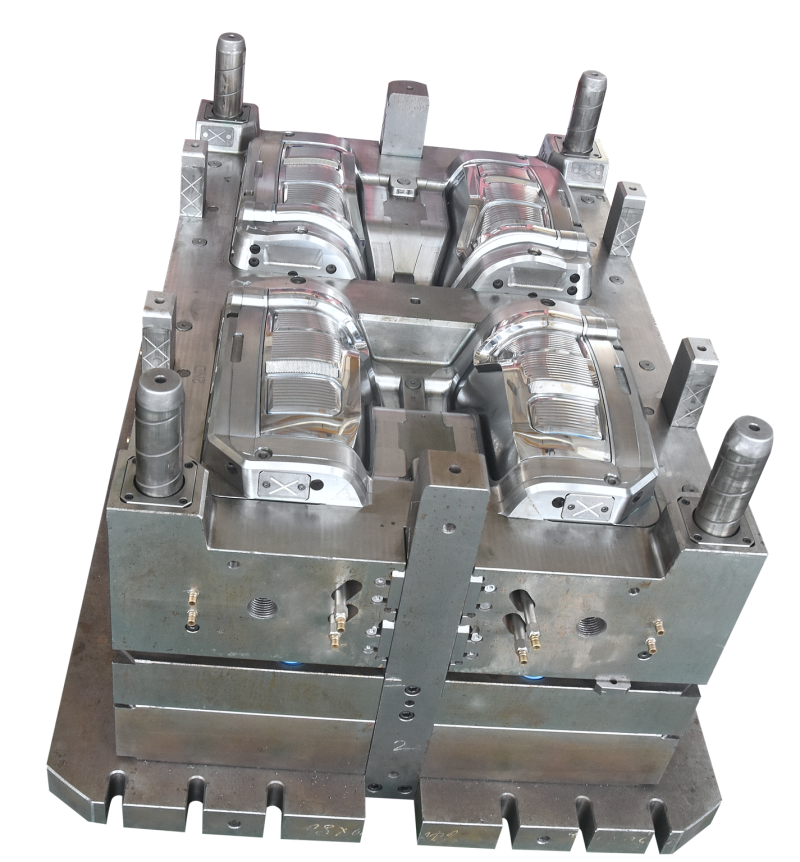
1. Mécanique rotationnelle de précision
Les moules bicolores modernes, comme le système CN212826485U, intègrent une rotation motorisée pour des transitions de couleurs parfaites. Une couche de base (par exemple, du PMMA rouge) est injectée en premier. Le moule pivote ensuite de 180°.° Grâce à un servomoteur et un système de rail de guidage, la pièce est alignée pour le second jet (généralement en polycarbonate transparent). Cela élimine les lignes de joint au niveau des surfaces optiques critiques, un avantage clé par rapport aux solutions collées ou surmoulées.
2. Élimination des défauts esthétiques
Les moules conventionnels laissent souvent des marques d'éjection visibles ou des lignes de fond perdu. Des innovations comme les coutures en angle (15)°–25°) et les broches d'éjection déplacées—désormais positionné sous des surfaces non optiques—Garantit une finition impeccable. Comme le révèle le brevet CN109747107A, cette subtile refonte prévient les artefacts de réfraction de la lumière, essentiels à une clarté de qualité OEM.
3. Prototypage virtuel avec Moldflow
Les simulations de chevauchement thermoplastique dans Moldflow prédisent la dynamique de l'écoulement des matériaux et les défauts potentiels avant la découpe de l'acier. Les ingénieurs analysent :
- Contrainte de cisaillement aux interfaces des matériaux
- Déformation induite par le refroidissement
- Différences de pression d'injection
Cette validation virtuelle réduit les cycles d’essai de 40 % et évite les retouches coûteuses des moules.













